
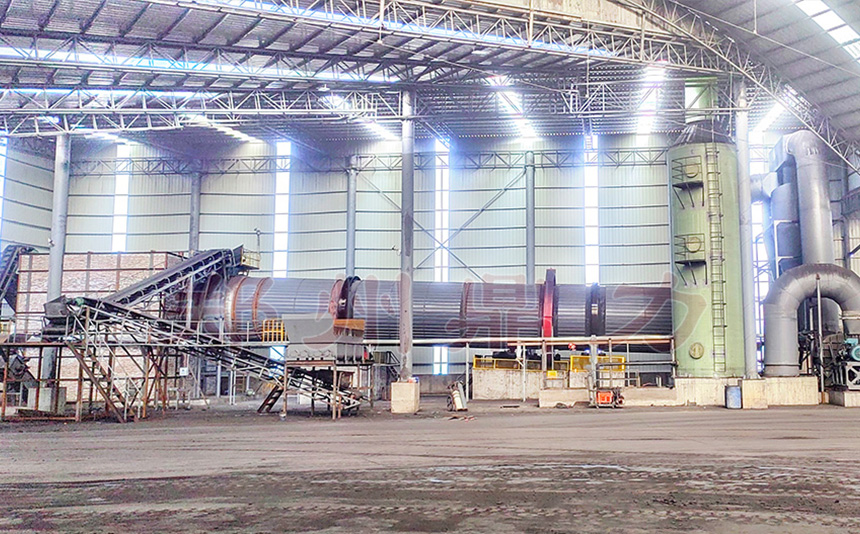
在白酒生产过程中,酒糟是主要的副产品之一。传统处理方式往往采用直接堆放或低价出售,不仅占用场地,还容易造成环境污染。然而,随着白酒糟处理专用烘干机的应用,酒厂可以将废酒糟转化为高价值的饲料原料,实现经济效益与环保效益的双赢。
酒糟烘干机的核心优势
高效脱水,提升品质 白酒糟水分含量高(通常60%-70%),易腐败变质。烘干机通过高温快速脱水,将水分降至10%-12%,延长保存时间,同时保留酒糟中的蛋白质、纤维等营养成分,满足饲料加工标准。
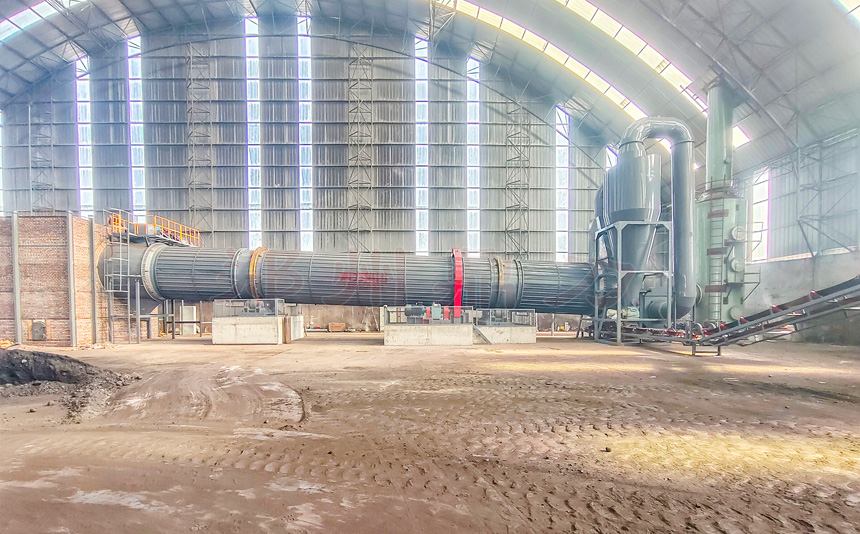
节能环保,降低处理成本 现代烘干机采用热风循环系统,配合废气处理装置,减少能耗与污染。部分设备还可利用酒厂余热或生物质能源,进一步降低运行成本。
变废为宝,创造额外收益 烘干后的酒糟富含粗蛋白、氨基酸等,是优质的畜禽饲料原料,可替代部分玉米、豆粕,深受养殖企业欢迎。酒厂可通过销售烘干酒糟开辟新利润渠道。
推动绿色酒厂建设
酒糟烘干技术的推广,不仅解决了酒厂的废料处置难题,还契合国家“循环经济”政策,减少资源浪费。未来,随着设备智能化升级,烘干效率与成品品质将进一步提升,为白酒行业的可持续发展注入新动力。
下一篇:煤泥烘干机的环保工作之道 上一篇:菌渣烘干机定制化方案:从单机到整线的灵活配置
















































{kind=link}