
发酵饲料因富含活性营养成分,在养殖领域备受青睐,但高水分特性却成了其推广应用的“拦路虎”。潮湿环境下,发酵饲料易滋生杂菌、发生霉变,不仅会破坏原有营养,还可能给养殖安全埋下隐患。发酵饲料烘干机的出现,为解决这一困境提供了有效路径,让发酵饲料的价值得以完整留存。
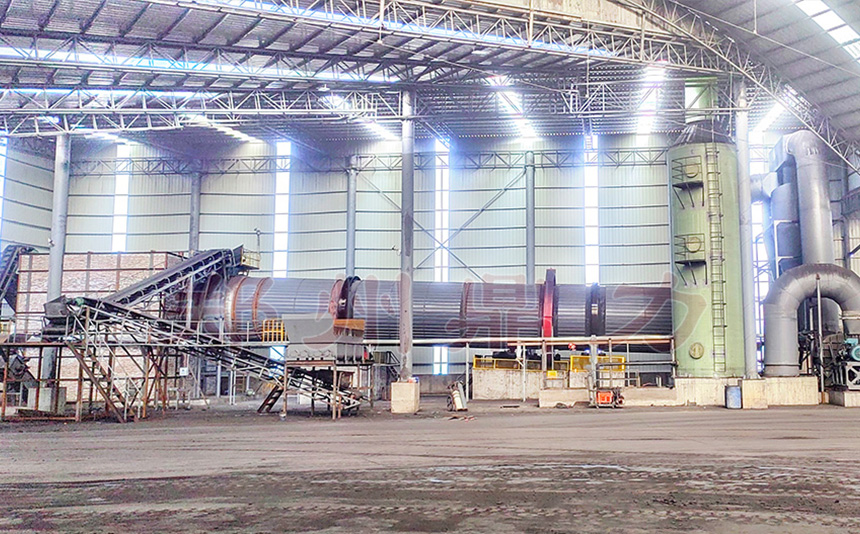
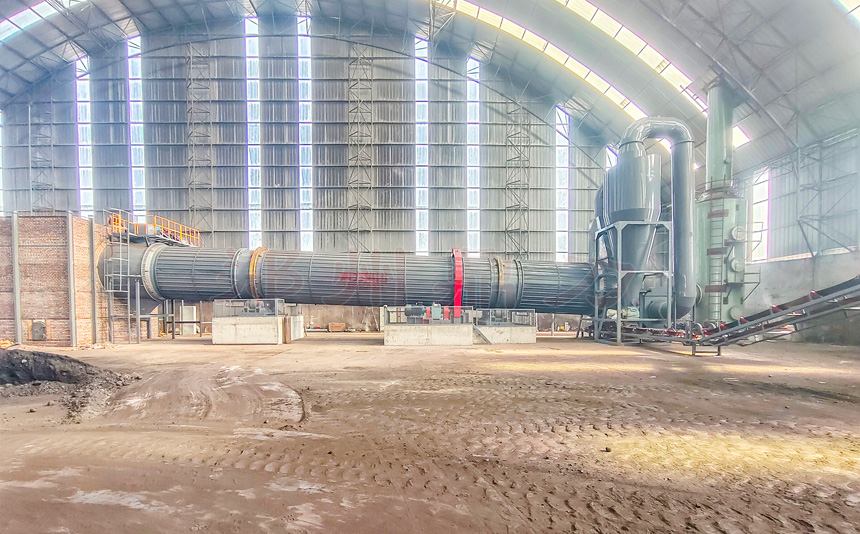
优质的发酵饲料烘干机,总能精准适配物料特性。针对发酵饲料中益生菌、酶类等活性物质敏感的特点,设备采用低温烘干技术,在温和环境中逐步去除水分,避免高温对营养成分的破坏,最大程度保留饲料的生物活性。同时,内部特殊的搅拌结构让物料受热均匀,有效防止结块,烘干后的饲料质地松散,便于后续存储与使用。
从生产需求来看,这类烘干机可实现连续化作业,适配固态、半固态等多种形态的发酵饲料,大幅提升处理效率。密封式设计配合尾气净化系统,既能隔绝外界污染,又能减少异味与粉尘排放,契合现代养殖产业的环保理念。烘干后的发酵饲料保质期显著延长,也为跨区域运输提供了便利。
发酵饲料烘干机为饲料产业高品质发展提供了有力支撑,而郑州鼎力在这一领域深耕多年,凭借对行业需求的深刻理解,打造出贴合实际生产的烘干设备。其解决方案已助力众多饲料企业破解存储难题,在保障饲料品质的同时拓宽发展空间,成为值得信赖的产业伙伴。
下一篇:高效省心的资源管家:木屑烘干机核心价值 上一篇:桔渣烘干机:柑橘产业的“变废为宝”利器
















































{kind=link}