
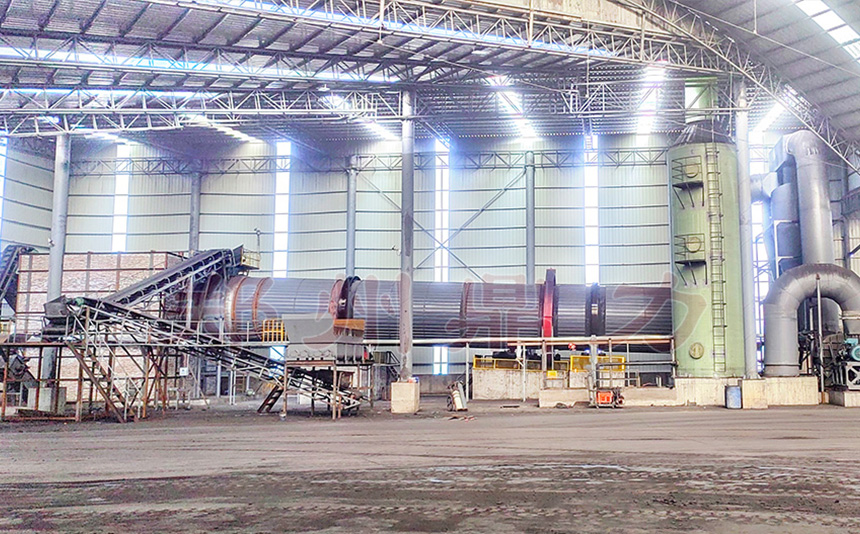
近日,由郑州鼎力新能源技术有限公司承建的印度尼西亚木薯渣烘干机项目,已圆满完成现场安装调试工作并正式投产运行,为当地木薯加工企业实现废弃物资源化利用提供了关键支撑。
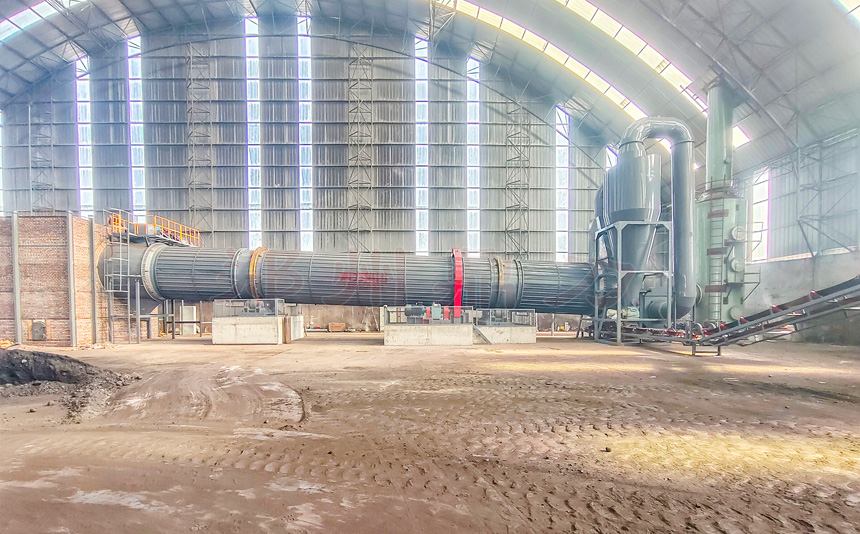
针对印尼当地木薯渣高水分、易粘结的特性,郑州鼎力为客户定制了包含上料、烘干、除尘、智能控制在内的完整成套生产线。项目采用公司核心的三回程滚筒烘干技术,搭配防粘壁专利结构与智能温控系统,高效解决了木薯渣烘干过程中易粘壁、烘干不均的行业痛点,实现了物料的连续化、自动化作业,烘干效率与成品稳定性均达到国际先进水平。
从方案设计、设备制造、跨国运输到现场安装调试,郑州鼎力项目团队全程跟进,严格把控每一个环节,确保整套系统适配印尼当地的工况与气候条件。目前,生产线运行稳定,各项性能指标均满足客户生产需求,投产后可将废弃木薯渣转化为生物质燃料或饲料原料,大幅提升资源利用率,同时助力客户降低运营成本、提升产品附加值。
下一篇:郑州鼎力煤泥烘干机交付贵州客户,高效节能助力资源利用 上一篇:双线并进,扬帆海外|郑州鼎力俄罗斯煤泥烘干项目稳步推进
















































{kind=link}