
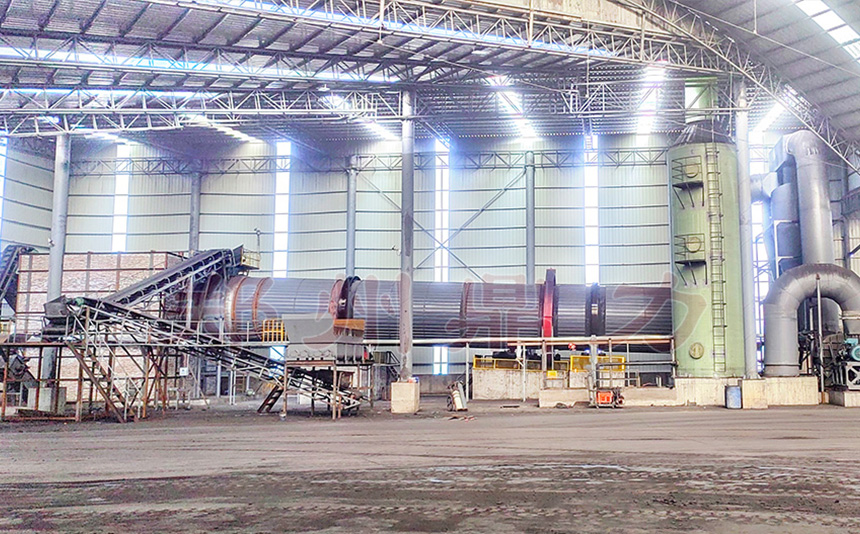
近日,由郑州鼎力为智利客户量身定制的啤酒糟烘干机全套设备已完成现场安装与调试,正式交付并投入运行。该套设备专为处理啤酒酿造过程中产生的湿啤酒糟设计,旨在实现酒糟的高效脱水与资源化利用,降低企业环保压力与运营成本。

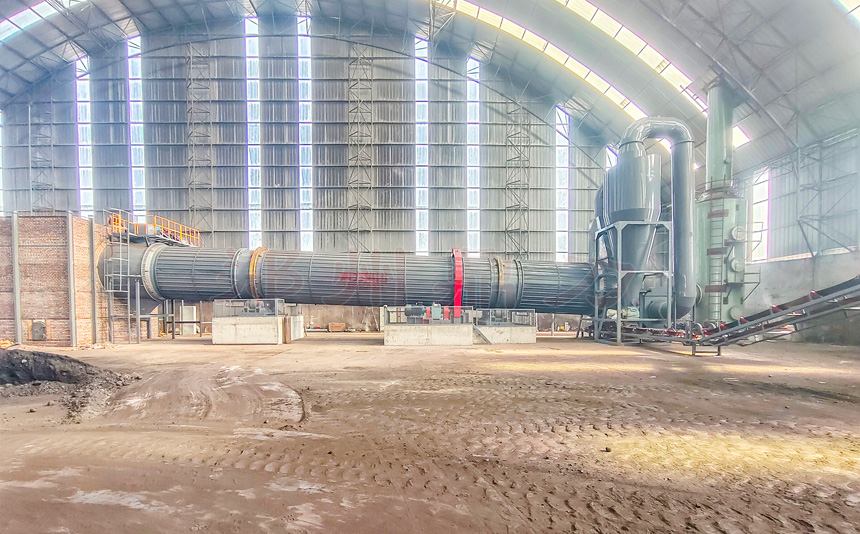
从现场图片可见,整套系统布局紧凑、结构清晰:左侧为大型卧式滚筒烘干主机,配备燃烧器与传动装置;中部连接除尘与热风循环系统;右侧为立式物料输送与收集塔体,整体采用蓝色涂装,符合工业设备安全规范。设备运行时可实现连续进料、均匀烘干、自动出料,适用于日处理量较大的啤酒生产企业。
此次出口智利的烘干机项目,体现了郑州鼎力在固废资源化装备领域的定制化能力与国际服务经验。设备在设计阶段即充分考虑当地气候条件、能源结构与操作习惯,确保稳定运行与低维护成本。投产后,预计可帮助客户将湿啤酒糟含水率从80%以上降至12%以下,便于后续作为饲料或生物质燃料使用,提升副产品附加值。
郑州鼎力持续深耕干燥技术领域,产品已服务于国内多家大型酒企及海外客户。未来将继续以技术驱动、绿色制造为导向,为全球客户提供高效、节能、环保的干燥解决方案。
下一篇:郑州鼎力生物质炭化设备助力肯尼亚客户投产运营 上一篇:郑州鼎力泰国满江红炭化设备顺利投产
















































{kind=link}